Využitie rozdielu tlaku vzduchu na vytvorenie kinetickej energie pre zhusťovanie foriem je použité aj pri metóde zhusťovania podtlakom, tiež nazývanej vákuové vstreľovanie. Prvotné zhustenie formovacej zmesi sa dosiahne prudkým prísunom formovacej zmesi do formovacej komory s vopred vytvoreným podtlakom. Hlboké vákuum spôsobí nasatie stekutenej formovacej zmesi do formovacích komôr. Formovacia zmes úplne vyplní formovaciu komoru a súčasne sa predzhustí. Nie sú potrebné žiadne odvzdušňovacie otvory, pretože počas plnenia a zhusťovania stačí odviesť iba nepatrné množstvo vzduchu. Forma je následne zhutnená hydraulickým lisovaním, stále za pôsobenia vákua. Absencia vzduchu počas finálneho lisovania zvyšuje tekutosť formovacej zmesi, čo má za následok zvýšené zhustenie a ostré kontúry.
Ako príklad je činnosť vákuového formovacieho stroja od firmy Haflinger, kde zhusťovanie prebieha pre obe časti formy súčasne. Po zasunutí modelovej jednotky do formovacej stanice, medzi vršok a spodok formy, sa k modelovým doskám prisunú dve formovacie komory a utesnia sa. Náhlym otvorením vákuového ventilu sa komory spoja s nádobou s vysokým vákuom a toto vákuum sa okamžite prenáša aj do objemu vrchnej aj spodnej časti formy. Rozdiel tlakov v zásobníku a formovacej komore spôsobí prudký presun (vstrelenie) formovacej zmesi do formovacej komory z oboch strán, čím sa tieto úplne vyplnia a zmes sa takto aj predzhustí. Konečné zhustenie formovacej zmesi sa dosiahne hydrodynamicky hornou a spodnou lisovacou doskou.
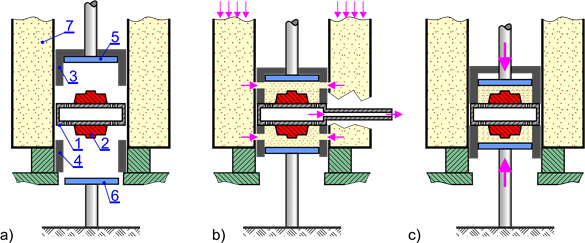
Princíp vákuového formovacieho stroja firmy Haflinger
a) východiskové pozície, b) vákuové vstrelenie, c) finálne zhustenie lisovaním;
1 –modelová jednotka, 2 – modelová doska, 3, 4 – formovacia komora vršku/spodku formy, 5, 6 – lisovacia doska vršku /spodku formy, 7 – zásobníky formovacej zmesi