Pri tejto metóde zhustenia sa používa stlačený vzduch podobne ako pri fúkaní, ale princíp (patent z roku 1949) sa odlišuje. Počas prípravnej fázy prebiehajú tri procesy súčasne: 1) jadrovník alebo formovací rám sa pritlačí na vstreľovaciu hlavu, 2) formovacia zmes sa nadávkuje do vstreľovacej komory, 3) zásobník stlačeného vzduchu sa postupne tlakuje vzduchom, vstreľovací ventil je zatvorený. Po otvorení vstreľovacieho ventilu prebehne proces zhusťovania uvoľnením natlakovaného objemu vzduchu. Ventil hlavného prívodu vzduchu je pri tom zatvorený. Efektívny pohyb formovacej zmesi je vyvolaný rýchlou expanziou stlačeného vzduchu natlakovaného v zásobníku. Teleso vstreľovacej komory má vo vnútri perforovanú kovovú vložku. Expandujúci vzduch tak nepôsobí na formovaciu zmes iba zhora, ale pôsobí tiež na dávku formovacej zmesi zboku, cez otvory perforovanej kovovej vložky. To vytvára vzduchový vankúš medzi plechovou vložkou a formovacou zmesou, ktorý značne znižuje trenie, a tým napomáha značnému zrýchleniu formovacej zmesi. Okrem toho vzduch pôsobiaci zboku spôsobuje fluidizáciu (stekutenie) formovacej zmesi. Proces vstreľovania je veľmi rýchly, celý objem zmesi sa presunie zo vstreľovacej komory do jadrovníka alebo formovacieho rámu, za zlomok sekundy. Vzduch z jadrovníka alebo formovacieho rámu, uniká počas vstreľovania cez odvzdušňovacie otvory. Kužeľovité ukončenie vstreľovacieho otvoru hrá významnú rolu, predzhusťuje formovaciu zmes už vo vstreľovacej hlave. Stlačený vzduch tu má urýchľovaciu funkciu a nie unášaciu ako v prípade fúkania.
Princíp zhusťovania vstreľovaním
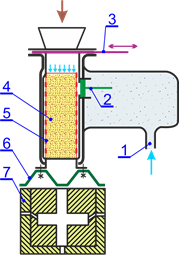
1 – prívod stlačeného vzduchu, 2 – vstreľovací ventil, 3 – uzáver, 4 – dávka formovacej zmesi, 5 – vložka z perforovaného plechu, 6 – predzhusťovací štít, 7 – jadrovník