Metóda je založená na pneumatickom dopravovaní formovacej zmesi do jadrovníka alebo formovacieho rámu. Na tento účel sa používa stlačený vzduch pri tlaku 500 až 700 kPa z bežnej rozvodnej siete. Pred procesom zhusťovania sa jadrovník alebo formovací rám pritlačí na fúkaciu hlavu zdvihnutím pracovného stola stroja pneumatickým valcom. Vzduch sa privádza priamo z rozvodnej siete cez rýchly ventil do zásobníka formovacej zmesi. Pri otvorení ventilu je fluidizovaná zmes vzduchu a formovacej zmesi vháňaná pri vysokej rýchlosti do odvzdušneného jadrovníka alebo formy. Keď formovacia zmes unášaná prúdom vzduchu narazí na pevný povrch jadrovníka alebo formovacieho rámu, jej kinetická energia sa využije na jej zhustenie a nosný vzduch uniká cez odvzdušňovacie otvory prekryté filtrami. Formovacia zmes unášaná prúdom vzduchu sa môže pohybovať aj nepriamou dráhou a môže tak vypĺňať zložité tvary. Podmienkou správneho plnenia jadra (formy) je dobrá tekutosť a priedušnosť použitej formovacej zmesi. Zmesi s ílom a vodným sklom nie sú vhodné. Stupeň zhustenia nie je veľmi vysoký, táto metóda sa používa pre formovacie zmesi druhej generácie, kde sa výsledná pevnosť dosahuje vytvrdzovaním spojiva.
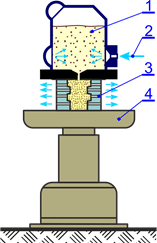
Princíp zhusťovania fúkaním
1 – zásobník formovacej zmesi, 2 – prívod stlačeného vzduchu, 3 – jadrovník s odvzdušňovacími otvormi, 4 – pracovná doska stroja