Formovací rám sa nasadí spolu s prídavným rámom na vodiace kolíky modelovej dosky upevnenej na pracovnej doske stroja. Zostava rámov sa následne naplní formovacou zmesou. Pri lisovaní sa sypká formovacia zmes zhusťuje plochou lisovacou doskou vtláčanou do formovacieho rámu počas jedného pracovného cyklu stroja. Formovacia zmes je stlačená po výške plniaceho rámu do roviny horného okraja formovacieho rámu. Požadovaný tlak môže byť vyvolaný pneumaticky alebo hydraulicky. Lisovanie je atraktívny spôsob zhusťovania vzhľadom k rýchlosti procesu aj nízkej hlučnosti. Pri stláčaní formovacej zmesi nastáva trenie medzi jednotlivými zrnami ostriva, ako aj medzi formovacou zmesou a formovacím rámom, a tak efektívny tlak so zväčšujúcou sa vzdialenosťou od lisovacej dosky klesá. Preto hustota zmesi po zhustení rovnomerne klesá s výškou formy. Pri deliacej ploche je stupeň zhustenia najnižší, práve naopak než je to žiaduce. Vysoká hustota na chrbte formy zhoršuje jej priedušnosť a tým aj unikanie plynov počas procesu odlievania. Naopak, nedostatočný stupeň zhustenia okolo modelov môže spôsobiť eróziu formy prúdiacim kovom. Metóda lisovania je tak obmedzená na formy s výškou maximálne do 150 mm.
Formovanie lisovaním
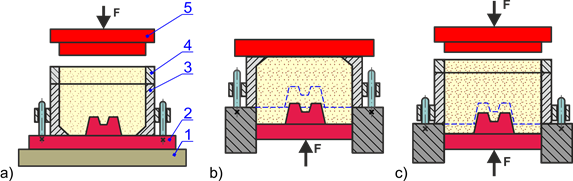
a) konvenčné lisovanie (zhora), b) lisovanie zdola, c) obojstranné lisovanie
1 – pracovná doska stroja, 2 – modelová doska, 3 – formovací rám, 4 – plniaci rám, 5 – lisovacia doska
Lisovanie zdola prebieha vtláčaním modelovej dosky do formovacieho rámu zospodu. Veľkou výhodou tohto variantu je najvyššie zhustenie formovacej zmesi pri modelovej doske, práve opačne než je to pri lisovaní zhora.
Obojstranné lisovanie kombinuje predošlé spôsoby, lisovanie teda prebieha súčasne aj zhora aj zospodu formovacieho rámu. Obojstranné lisovanie formy má priaznivý vplyv na rovnomerný stupeň zhustenia foriem a môžu sa takto vyrábať vyššie formy.
Na prekonanie obmedzení lisovania aj striasania sa môžu obe tieto metódy s výhodou skombinovať, a to buď postupným použitím jedného procesu po druhom alebo súbežným pôsobením oboch procesov. Druhá z možností poskytuje efektívnejšie a najrovnomernejšie zhustenie. Takto kombinované formovacie stroje sa nazývajú striasacie s dolisovaním. Kvôli svojej vhodnosti k automatizácii je lisovanie často používané v automatických formovacích strojoch a výrobných linkách, kde sa zhusťovanie lisovaním kombinuje s inou metódou alebo niekoľkými ďalšími metódami zhusťovania.
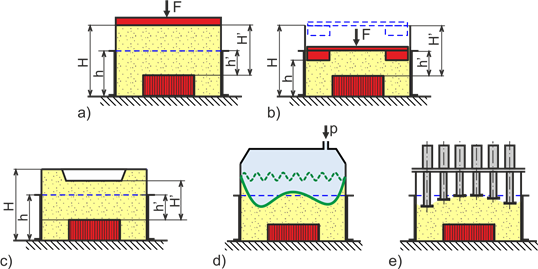
Špeciálne spôsoby zhusťovania formovacej zmesi lisovaním
a) rovná lisovacia doska, b) profilová lisovacia doska, c) dvojité lisovanie (profilová + rovná lisovacia doska), d) lisovanie pružnou membránou, e) lisovanie delenou lisovacou hlavou