The air pressure difference to generate kinetic energy for mould compaction is also used in vacuum squeeze moulding, also referred to as vacuum shooting, or vacuum-assisted moulding. The initial compaction is achieved by admission of the moulding aggregate to the previously evacuated moulding chamber. The high-vacuum causes the fluidized aggregate to be sucked into the moulding chambers. The aggregate fills up the chambers absolutely, and is simultaneously pre-compacted. No vents are required in the system, since only little air needs to be exhausted during the filling and compaction stages. The mould is then subjected to final compaction by hydraulic squeezing under the effect of vacuum. Absence of air during the final squeezing increases flowability of the moulding aggregate, which results in increased compaction and sharp contours.
As an example, shows a scheme of a vacuum moulding machine by Haflinger, where simultaneous compaction of both mould halves is carried out. After the pattern unit enters the moulding station between the cope and the drag, the two moulding chambers are subsequently advanced against the pattern unit and sealed. With a sudden opening of the vacuum valve, the chambers are connected with a high-vacuum receptacle, and high-vacuum is generated inside the cope and drag immediately. This causes the moulding aggregate to be shot into the moulding chambers from both sides, while absolutely filling the chambers, where it is simultaneously pre-compacted. The final compaction of the moulding aggregate is accomplished hydro-dynamically, by the upper and lower squeeze plates.
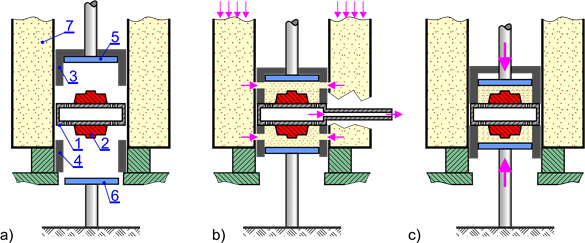
Principle of the Haflinger vacuum moulding machine;
a) initial position, b) high-vacuum shooting, c) final compaction by hydraulic squeezing;
1 –pattern unit, 2 – pattern, 3 – moulding chamber of cope, 4 – moulding chamber of drag,
5 – upper squeeze plate, 6 – lower squeeze plate, 7 – moulding aggregate reservoir