The airflow squeeze moulding, also known as SEIATSU process, was invented in the late 70s of the 20th century in Japan. The moulding system comprises a two-stage compacting process. The moulding aggregate is first weighed into a dosing hopper and then uniformly distributed throughout the mould. Then, the compaction head is positioned above the mould compartment. By lifting the machine table, the mould compartment is hermetically sealed. Subsequently, the mould is pre-compacted by briefly subjecting the moulding aggregate to compressed air for about 0.5 to 1.5 seconds. During this sequence, the air flows through the moulding aggregate and is vented through the vents in the pattern plate. In the next stage, the aggregate is further compacted by hydraulic squeezing.
The effect of downward force on aggregate grains induced by air flow;
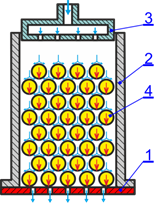
1 – vented pattern plate, 2 – moulding chamber or moulding box, 3 – hollow squeeze
head used for air flow supply, 4 – individual grains of moulding aggregate
When penetrating the moulding aggregate, the air flow affects every single grain of the aggregate by a downward force, as presented in Figure. Thus, the air flow forces the aggregate into each recess in the mould pattern. The packing density increases in the direction of the flow, layer by layer, in such a way that the aggregate is most tightly compacted in the zones closest to the pattern. As the density increases, the permeability of the aggregate decreases, thereby resistance to the air flow increases. Higher resistance leads to greater pressure differences, and thus to a further compaction of the mould.