True continuous and semi-continuous casting processes are based on the same principle. Both variants use a metallic casting mould system that is capable of allowing molten metal to enter from one end of the mould, and a solid metal to exit the other end. The main difference is in the length of the final product. The length of a casting produced by true continuous casting is endless, in practice it is limited only by the life time of the mould. The length of a casting produced by semi-continuous process is limited by the design of the casting machine. Cross-sectional dimensions of a casting in both cases are constant along the casting length, determined only by the dimensions of the mould cavity used.
Continuous Casting Process
The process involves supplying a tundish, a storage and transfer vessel, with molten metal by ladles. The tundish allows a reservoir of metal to feed the casting machine while ladles are switched, and thus acting as a buffer of molten metal. At the same time, smoothing out the metal flow, it regulates the metal feed to the mould or several moulds. A wide hole at the bottom of the tundish functions as a gate for a special, water-cooled mould – crystallizer, made of a high purity copper alloy. Unlike most traditional moulds, the crystallizer permits the flow of molten metal through openings at the end of the moulds as a result of gravity. The process is started by plugging the bottom of the mould with a dummy bar. After enough metal has solidified like a conventional casting onto its head, the dummy bar is then slowly withdrawn down through the continuous casting machine, and steady state conditions evolve. The process then operates continuously for a period of few hours to several weeks, when the molten steel supply is stopped and the process must be restarted.

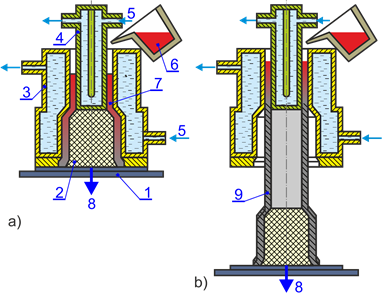
Principle of true continuous casting process:
a) vertical casting system b) horizontal casting system;
1 – ladle, 2 – tundish, 3 – molten metal, 4 – copper mould, i.e. crystallizer,
5 – water spray cooling, 6 – solidifying shell, 7 – liquid core, 8 – strand,
9 – support and withdrawal rolls, 10 – mould cooling water, 11 – shroud
At the end of manufacturing process, the solidified strand is cut to the desired length by shears or a cutting-torch. The sections can be further worked upon in the subsequent in-line rolling operations to obtain bars, rods, extrusion billets (blanks), slabs or other semi-finished products of various dimensions. Casting machines are designated to produce one of the semi-finished casting products: blooms, billets (smaller section sizes), or slabs (the sections of the width much greater than their thickness).
Semi-Continuous Casting Process
The length of a semi-continuous casting is limited physically by the equipment used to extract the molten metal from the mould. Typically, semi-continuous casting process uses vertical configuration, and casts into a pit. The scheme in Fig. 6.3 shows a typical semi-continuous vertical casting, often referred to as Direct Chill casting (DC). Prior to the casting process, a starter block is inserted into the bottom part of the mould. The casting process starts when the mould cavity with the inserted dummy block is filled with the melt to a predetermined level. Then the starter block driven by a hydraulic cylinder starts to lower, withdrawing the partially solidified metal billet from the mould. As it passes out of the mould flowing downwards, jets of cooling water are applied to the metal to further lower the surface temperature. The casting process ends when the hydraulic ram reaches its bottom position. Removing the vertical billet after solidification requires an interruption of the continuity of the casting process.

1 – tundish, 2 – molten metal, 3 – crystallizer, 4 – water film, 5 – liquid core,
6 – solidifying shell, 7 – starter block, 8 – casting direction
1 – starter block, 2 – aggregated core, 3 – outer crystallizer, 4 – inner crystallizer, 5 – cooling
water, 6 – metal pouring, 7 – solidifying metal, 8 – casting direction, 9 – casting made on the fly