The lost foam or evaporative pattern casting process is based on the expendable pattern principle as used in the investment casting. The important difference is that the pattern assembly is left in the mould to be displaced by the molten metal on pouring. The process began to be applied in a wider scale in foundry in the early 1980s, although its origins date back to the late 1950s.
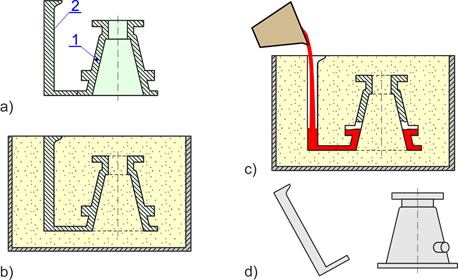
Pattern making is the first step in the lost foam process. To produce a high-quality foam pattern, low density expanded polystyrene patterns or “preforms” are produced by blowing fine beads of the material into a steam heated multi-part aluminium die. The polystyrene beads are pre-expanded using a vacuum, steam or hot-air processes. The foam pattern is a replica of the finished casting. By gluing together the separately produced foam components, the complex geometries can be assembled, which can be difficult to reproduce by conventional casting techniques. The finished pattern is a single piece with no cores. The assembly is then attached to its filling system, also made of the expanded polystyrene. The assembly is dipped into, poured over or sprayed by a special formulated gas-permeable refractory slurry. After coating (investing) the foam pattern with the ceramic slurry, the coat takes time to dry. When dry, the assembly is ready to cast. For low production rates or jobbing foundries, the patterns can be fabricated from the blocks of expanded polystyrene by machining, cutting by a blade or a hot wire, and subsequently by adhesive joining
Mould making – the coated assembly is submerged in loose silica sand in a one-piece moulding box, and compacted by carefully controlled vibration to fill all the pattern cavities, producing a mould without the need for cores or draft taper. The purpose of the aggregate in that case is mainly to support the ceramic shell and to conduct heat away from the casting. Simple silica sand can be changed for the artificial ceramic beads of a much reduced and uniform coefficient of expansion, and thus increased accuracy of the casting.
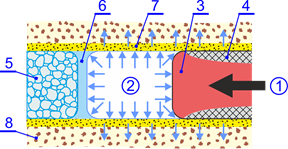
The progress of the molten metal front in the cavity of the evaporated pattern;
1 – direction of mould filling by molten metal, 2 – gas pressure, 3 – molten metal, 4 – solidifying casting, 5 – expanded polystyrene, 6 – molten polystyrene, 7 – ceramic slurry, 8 – dry sand
Pouring a lost foam casting is much like pouring a metal in other casting methods. Molten metal is then poured into the polystyrene pattern, which vaporises and is gradually replaced by metal. The strength of the mould is provided by the pressure of the gases resulting from the thermal decomposition of the pattern, as well as by the condensates of organic matter in the condensation zone below the mould face. The metal feed is controlled by vaporization rate of the foam pattern system, while permeability of the pattern coating plays an important role.
The progress of the molten metal front in the cavity of the evaporated pattern;
1 – direction of mould filling by molten metal, 2 – gas pressure, 3 – molten metal, 4 – solidifying casting, 5 – expanded polystyrene, 6 – molten polystyrene, 7 – ceramic slurry, 8 – dry sand