A moulding box along with a filling frame is located on the guide pins of the pattern plate, fixed on the machine table. The moulding box and the filling frame assembly are subsequently filled with the moulding aggregate. In squeeze action, the loose moulding aggregate is compacted by a flat squeeze board forced into the moulding box during one working cycle. The moulding aggregate is compressed along the height of the filling frame up to the plane of the upper edge of the moulding box. The required pressure can be applied pneumatically or hydraulically. Squeeze moulding is an attractive system on the grounds of both, speed and silence. When compressing the aggregate, friction occurs between its individual particles as well as between the aggregate and the moulding box, and thus the effective pressure falls with the increasing distance from the squeeze board. For this reason, the density of the compacted aggregate uniformly decreases with the mould depth. At the parting plane, the compaction degree is found to be the lowest, which is just the opposite of that required. The high density of the moulding aggregate on the back of the mould worsens its permeability, and hence the gas leakage, during casting process. Insufficient compaction degree around the patterns can initiate the mould erosion caused by the flowing metal. Moreover, the squeeze method is thus restricted to the moulds not more than 150 mm in depth.
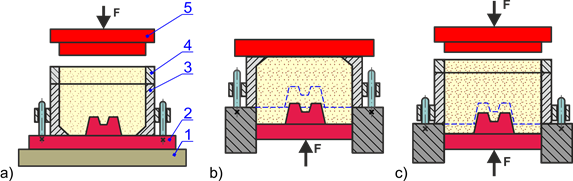
a) conventional squeeze (from above), b) squeeze from below, c) double-sided squeeze; 1 – machine table, 2 – pattern plate, 3 – moulding box, 4 – filling frame, 5 – squeeze board
Down-side squeezing is accomplished by pressing the pattern plate into the moulding box from below. The great advantage of this variation is that the moulding aggregate is compacted at most on the side of the pattern plate, just unlike in squeezing from above.
Double-sided squeeze moulding combines the common squeeze moulding with down-side moulding, that is, squeeze from the top and squeeze from the bottom of the moulding box are applied at same time. The double-sided squeezing of the mould has an advantageous effect on the uniform compaction degree of the moulds, and thus higher moulds can be produced.
In order to overcome the drawback of both, the squeeze and the jolt principles, the combinations of jolting and squeezing can be employed with great advantage, using either successive or simultaneous application of the two actions: the latter provides the most effective and uniform compaction. The machines bringing about this combined action are referred to as the jolt-squeeze moulding machines. Owing to its high suitability of the squeeze compaction for automation, it is often used in the automatic moulding machines and production lines where the squeeze compaction is combined with another method or several other methods of compaction.
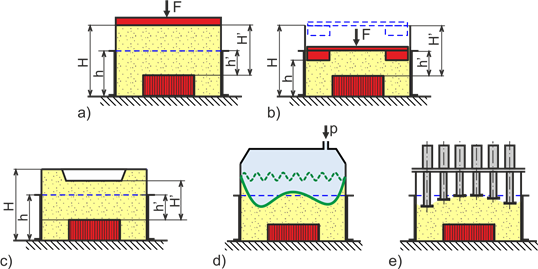
a) conventional flat squeeze board, b) profile squeeze board, c) double squeeze,
d) diaphragm squeeze head, e) equalizing multi-piston squeeze head