Dynamic squeeze moulding is a method of pulse compaction. It is a combination of the advantages of the two methods described above: the pulse compaction and the compaction by a multi-piston squeeze head. The moulding machine consists of a high-speed hydraulic actuator driving a multi-piston squeeze head. The pulse squeeze head comprises a housing in which the pneumatic cylinders with its pistons are located. The pistons’ rods protrude from a flat squeeze plate at the bottom of the housing. Each of the pneumatic cylinders is fed through a separate control valve from the compressed air distribution network, which allows individual setting of different pressure biases in each of them. The main hydraulic oil/nitrogen actuator hurls the pulse squeeze head into the moulding aggregate at a high speed. The hydraulic actuator is activated by oil pressure through a large capacity quick acting valve, so that high acceleration of the head is reached. The pressure of the nitrogen accelerates the squeeze head up to the velocity as high as 7 m/s at the moment of its entering the moulding aggregate. The compaction lasts for a few milliseconds.
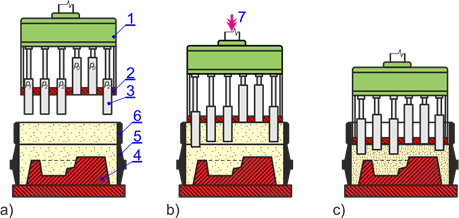
Principle of dynamic squeeze moulding machine;
a) initial position, b) intermediate position during the compaction process, c) final position after the compaction – the aggregate has been squeezed by flat squeeze plate;
1 – pulse head, 2 – flat squeeze plate, 3 – pneumatic piston, 4 – pattern plate, 5 – moulding box, 6 – filling frame, 7 – high speed hydraulic actuator