Vacuum pressure casting (VPC) is a casting process that delivers enhanced strength and minimal porosity of the castings. The process is similar to low-pressure casting, except for the vacuum created within the mould cavity, while the metal is pulled upward rather than pushed into the mould cavity. Initially, the metal moulds that had to be well vented to permit the vacuum to exhaust the mould cavities properly and to draw-in the metal were used for such a process. In 1972, the new methods of vacuum-assisted casting into non-metal permeable moulds were developed by Hitchiner Manufacturing, USA, first using ceramic investment moulds and later resin-bonded aggregated moulds.
Vacuum pressure casting uses bottom gating moulds with fill pipe. The mould is encapsulated in a housing or a chamber that is sealed in the way that the fill pipe is extending from the mould out of the chamber (see Fig. 6.9a). The mould is located above the furnace of molten metal and the fill tube is submerged into the melt. The vacuum is applied to the chamber, which evacuates the atmosphere in the mould’s cavity to create differential pressure between the atmospheric pressure above the melt and inside the mould. This differential pressure is what forces the molten metal from below the surface of the molten metal into the mould cavity (Fig. 6.9b). On completion of solidification of the castings, the vacuum is released, causing the remaining liquid metal in the sprue and gating to return to the furnace (Fig. 6.9c). This results in an excellent metal yield with less gating to cut off. The objective of vacuum pressure casting is to control the metal flow as much as possible for a tranquil mould fill.
Vacuum pressure casting is referred to as counter-gravity casting; individual variations of the process are denoted by acronyms. The most common ones are:
CLA – where the character A stands for casting of Air-melted alloys. Metal is melted using a common melting furnace. Scheme of the operations of the CLA process is shown in Fig. 6.9. The process is limited to the relatively small parts, thinner than a half of inch (12.5mm) in the wall thickness.
CLV – where the character V stands for casting of Vacuum-melted alloys. The melting process itself is carried out under vacuum. A double vacuum chamber concept is used. When melting is finished and the fill pipe is submerged into the melt, the melting chamber is filled with argon. This creates the pressure difference enabling the mould chamber vacuum to draw the metal into the mould cavity. This process is often used for investment casting of the alloys containing reactive metals such as nickel, cobalt and titanium-based alloys.
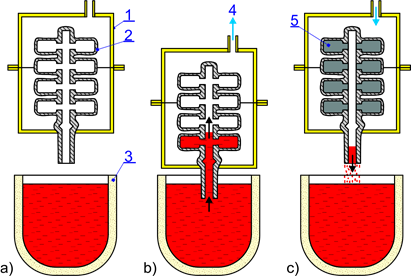
Vacuum pressure casting (CLA process);
a) investment shell mould in the casting chamber, b) mould lowered to filling
position, and the vacuum is applied, c) mould containing solidified castings,
most of the gating has flowed back into the melt;
1 – vacuum chamber, 2 – investment mould, 3 – crucible holding melted metal,
4 – vacuum suction, 5 – solidified casting