Tilt casting, also known as tilt pouring, is a process with the unique feature of transferring the liquid metal into a mould by simple mechanical means under the action of gravity, yet without surface turbulence. The goal is to reduce porosity and inclusions by limiting turbulence. It therefore has the potential to produce very high quality castings. A Frenchman called M. Durville was the first to try tilt casting, in the 1800s. He used it to reduce surface defects when casting coinage from aluminium bronze. This pouring method has been also known as the Durville process. It should be noted, however, that there are many completely different variations of tilt casting process nowadays.
A variation of tilt casting, the rollover casting, is illustrated in Figure. In this particular case, a special rotatable indirect arc melting furnace is used, although an induction one is more common nowadays. The furnace is of a “single-shot” type, charged with material amount needed to completely cast a used mould. The melting furnace and the mould are fixed opposite each other, while a short channel section connects the two. As soon as the furnace melts the charge, the complete furnace-mould assembly is rotated through 180 degrees to transfer the metal into the mould. The rate of rotation should be adjusted to avoid any disturbance of the liquid metal surface and the melt should “rolling” in its skin of oxide. The most critical part of metal transfer is when the tilt angle is close to the horizontal one, where the rate of rotation must be minimum. Solidification starts as soon as the metal enters the mould. After the mould is filled with melt, the filling channels are used as feeding channels. The directional solidification is ensured thanks to the hot furnace.
Tilt casting can be applied to the aggregated moulds, investment shells, and permanent dies. A special rotatable ladle can be used instead of the rotatable melting furnace. In such a case, the process loses some of its advantages and the only advantage is that the melt can be melted using a conventional melting furnace.
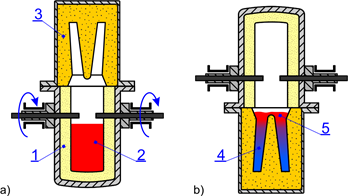
a) charge in the furnace is melting; b) mould is poured, metal is cooling and solidifying;
1 – arc melting furnace, 2 – melting charge, 3 – mould, 4 – solidified casting, 5 – feeder head