The Croning shell process, often known simply as the shell process or a C-process, was patented in Germany by Johannes Croning in 1943 for making moulds or cores. The essential feature of the shell process is the use of the thin walled moulds, in which the external surface follows the contour of the mould cavity. The process thus abandoned the concept of a mould as a cavity within a solid block of the moulding aggregate, of a size often determined by that of the nearest available moulding box.
The binder is based on a synthetic resin. The aggregate grains are pre-coated with the resin, which can then be handled as a dry, free-flowing moulding aggregate. The metal patternplate is preheated to 180–280 °C and its surface is treated with a parting medium. The pattern plate is clamped against the open end of a dump box containing the moulding aggregate. The dump box is inverted to allow the moulding aggregate to fall into the contact with the attached pattern plate. The heat from the pattern plate softens the resin to a depth depending on the dwell time and produces bonding in the heat affected layer. The investment operation is usually completed within 30 s, at which stage the dump box is returned to its original position, leaving the bonded layer adhering to the pattern plate. The layer is normally between 5 to 10 mm in thickness, and is determined by the contact time between the moulding aggregate and the pattern. The layer must be further polymerized by heating for a minute or two again, either in oven or by the radiant heat from a hood carrying gas burners or electrical elements. The cured shell is then stripped from the hot pattern plate by ejector pins. Two shells are then joined together to form a complete mould, and the shell mould is supported by backing material (dry sand, steel shot) before pouring the molten metal.
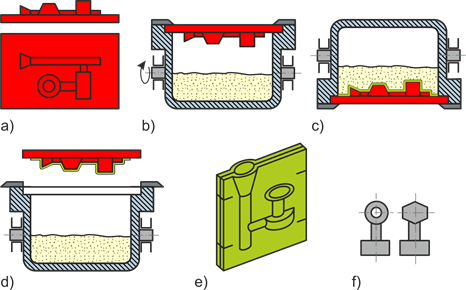
Shell moulding;
a) heated metal pattern plate, b) pattern plate mounted on dump box, c) investment operation – shell forming over the pattern plate d) the pattern plate with shell is removed from dump box, e) two shells jointed together to form a complete mould, f) final castings